New Truxton Vacuum Trailers For Sale
Shop new Truxton vacuum trailers built for fluid hauling, oilfield service, waste transfer, and non-code vacuum applications.
Learn more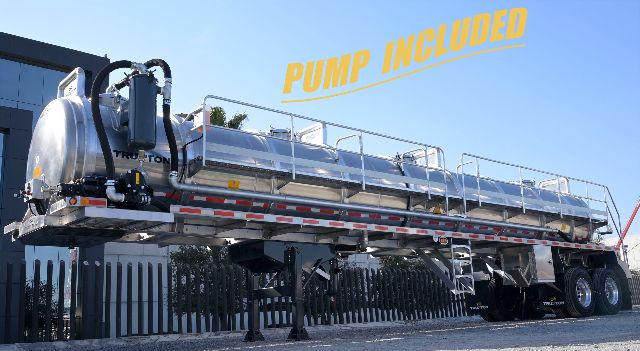
Have new truxton vacuum trailer to sell? List it here to reach thousands of buyers.
About New Truxton Vacuum Trailers
One of the biggest buying decisions in a vacuum trailer is tank construction. Truxton units in this class are often built with 5454-H32 aluminum shells and reinforced aluminum structure, which helps reduce tare weight and improve resistance to corrosion compared with heavier steel alternatives. Buyers should pay close attention to shell and head thickness, internal baffles, and the trailer's rated operating pressure and vacuum level. On listings like these, that often means a trailer designed around approximately 15 PSI operating pressure and around 22 inches Hg vacuum, with relief protection, sight indicators, manholes, and shutoff pots integrated into the system. For many operations, those details directly affect loading speed, discharge efficiency, and service life.
Pump and plumbing layout are just as important as tank size. Many Truxton vacuum trailers in this segment use a hydraulic-driven vacuum pump, such as a Challenger 607 Pro, paired with rear suction and discharge plumbing, butterfly valves, drain valves, and stainless discharge components. If the trailer will be used across varied products, hose routing, cleanout access, rear head access, and the placement of charge and discharge valves become everyday usability issues, not minor spec-sheet details. A full-length walkway with handrails, anti-slip decking, rear work lighting, and visible gauges also matter because vacuum trailers are frequently loaded and unloaded in low-light or muddy field conditions.
Chassis and running gear should be evaluated with the same care as the tank. In this category, aluminum wheels, 11R22.5 tires, air ride suspension, Jost landing gear, FMVSS-compliant lighting, and ABS brake systems are common features buyers expect on a new trailer. Kingpin plate construction, subframe design, tool box placement, and service access all affect long-term durability and shop time. Since these are new vacuum trailers, buyers often compare warranty terms, coating systems on steel components, interior lining choices, and how well the build matches the intended product stream. For operators hauling non-hazardous liquids, produced water, sludge, or other vacuum-service materials, a properly spec'd Truxton vacuum trailer can offer a strong balance of capacity, lighter-weight aluminum construction, and field-ready equipment.
Frequently Asked Questions
What is a non-code vacuum trailer used for?
A non-code vacuum trailer is generally used to load, transport, and discharge non-pressurized or lower-pressure liquid and slurry materials in applications such as septic service, wastewater transfer, oilfield support, sludge hauling, and industrial cleanup. The term non-code usually means the tank is not built for the same regulated service as a full DOT code cargo tank for hazardous commodities, so buyers need to confirm the intended product and regulatory requirements before purchase.
What size vacuum trailer is 150 BBL?
A 150 BBL vacuum trailer is approximately 6,300 gallons, since one oilfield barrel equals 42 gallons. That size is common in oilfield and fluid service work because it offers substantial capacity without moving into an oversized specialty configuration. Capacity should always be considered alongside tare weight, axle rating, and the actual weight of the product being hauled.
Why do buyers choose an aluminum vacuum trailer?
Aluminum vacuum trailers are often chosen for lower empty weight and better corrosion resistance, especially in operations handling water, brine, and other moisture-heavy materials. A lighter trailer can improve legal payload in some applications, and aluminum construction can help reduce long-term rust-related maintenance. Buyers should still review shell thickness, weld quality, reinforcement design, and compatibility with the materials being hauled.
What vacuum trailer specs matter most on a new unit?
The most important specs usually include tank capacity, shell and head material, operating pressure and vacuum rating, number of baffles, pump model, valve sizes, discharge layout, axle and suspension rating, and overall trailer length. Buyers should also verify manhole configuration, sight glass or level indication, relief valves, ABS compliance, walkway safety features, and whether the pump system is hydraulic or PTO driven. These details determine how the trailer performs in real loading, unloading, and maintenance conditions.
How do I know if a vacuum trailer is properly spec'd for my operation?
A vacuum trailer is properly spec'd when its tank material, capacity, pressure and vacuum limits, plumbing layout, and pump performance match the product being moved and the conditions at the jobsite. Operators handling thin liquids may prioritize volume and fast cycle times, while thicker sludge or field waste may require more attention to pump setup, line size, cleanout access, and discharge configuration. The best fit comes from matching the trailer's design to the commodity, route, and loading method rather than buying on gallon capacity alone.